गैस कंप्रेसर सील तेल प्रणाली पर 8 युक्तियाँ
Spending a fortune to buy the state of the art machinery is no big deal when compared to the headaches that follow due to bad maintenance of gas compressors. The dreaded situation for any engineer is when the hard earned piece of machinery starts to leak and reek oil, enough to make engineers work overtime in the hot sun. Here are 8 tips to address when your centrifugal gas compressor starts to wail a pail of oil from the compressor's mechanical seals, right into the drip pan.
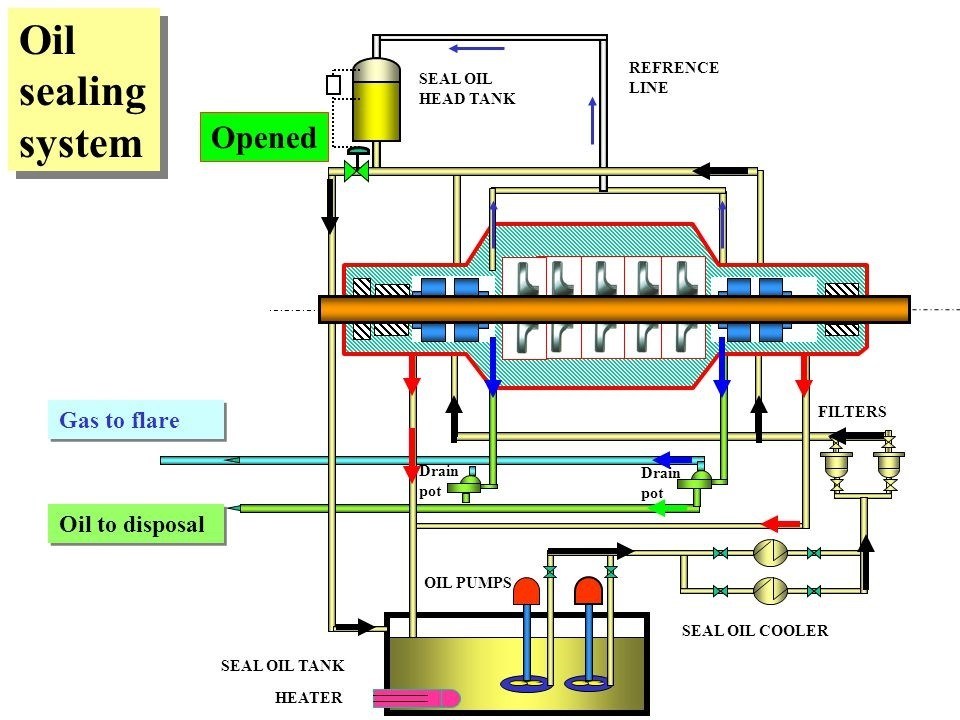
Gas compressors are the heart and soul of a gas facility and is used to raise the gas pressure for pipeline transmission. A compressor's mechanical seals are the barriers that prevent gas from escaping beyond the allowable limit and keep the safety inspector from issuing a notice. These mechanical seals have oil circulating in the sealing chamber to prevent gas from escaping to the ambient surroundings, while maintaining the required pressure inside the compressor casing. Below is a typical flow diagram of a seal oil system of a gas compressor.
 Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #1 - Process Conditions in the Compressor
A centrifugal compressor experiencing low gas flow at the suction conditions is a classical situation when surging can occur. During this situation, the high speed compressor shaft vibrates well enough to cause the operator to drop his coffee and donuts, because the compressor shaft on which the impellers are mounted starts to hammer and bounce off the face of the mechanical seals. This is a noisy affair and hence it is to be ensured that the compressor has provisions like an anti-surge system to prevent low flow conditions at the compressor suction.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #2 - Seals' Rotating Faces Do Not Wear out Uniformly
Remember when you rode your brand new car for a couple of miles. The piston wears out enough to create a wear pattern to fit in snugly inside the engine cylinder. With time you get a smoother ride with less grinding in the engine. Similarly the rotating faces of the compressor seals rotate thereby creating a wear pattern that is uniform. Any unevenness caused during rotation is a situation when the seal oil leaks more than you expect. With unevenness on seal faces of a face contacting seal, high spots are formed that needs to be grounded down for a snug fit of the static and rotating seal faces. If you have the money, then you might as well purchase a new set. Else, if you think you are skilled enough - lap the shaft sleeve and impeller hub against the seal's rotating face to grind the high spots by a few mils (1 mil = 1/1000 of an inch) till the wear pattern matches against both surfaces.
Tip #3 - Sticky Springs on the Stationary Seal
Seal Oil is pumped from a seal oil tank using pumps after filtration. When the Seal oil tank has particulate crap like sludge, accumulating, you can be sure that the 'hard to filter' particulate matter can get dispersed with the seal oil and end up in the compressor seals. Face contacting seals have a rotating and a stationary seal face that is tightened by a spring to cause sealing when the seal oil system is not in operation. If all that sludge debris accumulates in the seals, it can causes the spring to struggle to wind and kiss the stationary side against the rotating side face.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #4 - Check the Quality of Your Seal Oil
The viscosity of seal oil is a key parameter that determines heating, wear & tear problems. If the seal oil contains water, it not only reduces viscosity to wear out the seal but the contaminant in the associated water would cause fouling and clogging. While using high viscosity oils, it can exacerbate by causing too much drag on the compressor shaft when the rotating and stationary part come into contact. The overwhelming majority of compressors are best served by premium grade turbine oils with ISO viscosity grades of 32 to 46. However there are many different types of compressors & each manufacturer is likely to recommend lubricants that have been used on a test stand and at controlled user facilities.

Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #5 - Careful with the Additives
Seal Oils contain a host of metallic additives for anti-foam, anti-oxidation, anti-wear, demulsification purposes, etc. Due to the high stresses and temperatures, these metals tend to precipitate out and cause fouling on the seal faces. Visibly you'll notice them as streaks of various colours on the shaft sleeve like a rainbow. These additives constitute anywhere between 0.5% to 5% of the total oil volume for gas compressor applications. For example, Zinc in the form of Zinc-dialkyl-dithio-phosphate (ZDDP) is used for anti wear and anti-corrosion purposes. Ideally seal oil should contain less than 5 ppm of zinc compounds.

Tip #6 - Compressor Pressurization prior to Operating Seal Oil System
Seal Oil Systems are to be kept running even after a compressor is shutdown. This is not only to avoid any process gas from escaping to the ambient but also to prevent any particulate or liquid debris from being pressure-pushed into the space between the seals or the seal sleeve when a loss of oil pressure occurs.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #7 - Buffer Gas Contaminating the Seal Oil
Gas compressors that operate with Hydrogen sulphide (H2S) in the process gas should not be allowed to mix with seal oil. When gas contains H2S, it is referred to as Sour gas. However H2S is a poison that not only contaminates seal oil but can also be lethal at higher concentrations. To prevent H2S from escaping, a buffer gas (a.k.a barrier gas) like nitrogen is used as a barrier between the process gas and the seal oil. The pressure differential used to maintain any process gas from mixing with the seal oil is around 3 bar pressure for non-sour applications and can go upto 5 bar pressure for sour gas applications. If the buffer gas pressure exceeds ~5 bar pressure, the reverse can happen, i.e., where buffer gas (nitrogen) is ingested into the compressor casing. In such a situation the process gas exported to the client through the gas pipeline would not meet the client's gas purchasing specification.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Tip #8 - Drain the Seal Oil Degassing Tank
In Oil & Gas applications, raw gas that is received from the earth contains hydrogen sulphide (H2S) which is removed using Methyl-di-ethanol amine (MDEA). Raw gas is allowed to pass through a tray/column tower from the tower bottom and MDEA is fed from the top of the tower. Upon coming into contact with MDEA, hydrogen sulphide is mostly removed. However in doing so, there's always some amount of MDEA and left over H2S that exits from the top of the tower along with process gas. When these gases reach the compressor, tiny amounts of MDEA laden gas bubbles contaminate the seal oil.
The seal oil system works on the principle of pumping oil to the compressor seals and recycling back to the seal oil tank that doubles up as a heated degassing tank as well (operating at ~85 deg.C to vaporize any carried over gases). MDEA on the other hand has a flash point of about 122 deg.C & does not vaporize but instead settles to the bottom of the tank. With constant accumulation of MDEA, the liquid level in the degassing tank can rise till the stand pipe and can get entrained into the seal oil. Hence it is always a good idea to open the drain valve (say, once a month) at the bottom of the de-gassing tank to evacuate any liquids.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
About the Author
Vijay Sarathy holds a Master’s Degree in Chemical Engineering from Birla Institute of Technology & Science (BITS), Pilani, India and is a Chartered Engineer from the Institution of Chemical Engineers, UK. His expertise over 16 years of professional experience covers Front End Engineering, Process Dynamic Simulation and Subsea/Onshore pipeline flow assurance in the Oil and Gas industry. Vijay has worked as an Upstream Process Engineer with major conglomerates of General Electric, ENI Saipem and Shell.
