Flow Assurance & Pipeline Engineering for Aspiring Engineers
Chemical Engineering is such a vast subject, that it's always an advantage to know a thing a two beyond your regular line of work. Pipeline Engineering is one of those subjects that's not as simple as it sounds & if you want to look like a 'Most Wanted James Bond' that almost every client wouldn't mind paying the recruiter a ransom to poach you, knowledge of large scale industrial cross country pipelines is an avenue to pursue. For every Upstream Process Engineer who spends hours at a stretch on the drawing board designing processing facilities, it's the humble pipeline that transports your finished products to the end users like refineries or power plants (apart from lorries and tankers).
The following article is more about providing the crux of flow Assurance & pipeline engineering for engineers who want to expand their horizons and can be treated as a starting point to pursue further.
 Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Quick Introduction
One could say in simple English, that flow assurance engineers work on the design side of pipelines using principles of fluid mechanics, thermodynamics, etc while pipeline engineers concern themselves more with the construction part of the pipelines. Flow Assurance refers to the successful & economical flow of hydrocarbon stream from reservoir to the point of sale. It was coined in the 1990’s by Petrobras as ‘Garantia de Escoamento’ meaning ‘Guarantee of Flow’ and is broadly classified as Onshore & Offshore Flow Assurance. The key activities performed involve performing single/multi-phase flow calculations to address pipeline Hydrocarbon transportation problems (some of which are Pressure drop adequacy & pipeline velocity limitations, Environmental effects on transported product, Hydrate, Wax & Asphaltene depositions, Slugging phenomenon, Pipeline corrosion & Erosion, etc).
The necessity for writing a separate chapter in engineering design arose from the basis of extending multi-phase flow to large distances (~50 km & above), requirement of transporting from deeper wells but importantly gained importance when Hydrocarbon transportation became a matter of concern due to factors such as
- Large Pressure losses causing lowered production
- Pipeline Blockages due to Wax & Hydrates stopping production
- Pipeline Rupture from corrosion
- Severe Slugging in risers destroying separators
- Oil Wells inability to lift the hydrocarbons out of the wells.
- Presence of Sand & Particulate causing pipeline erosion
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
The Complexities in a Cross Country Pipeline
The following is a short but an important set of parameters which the FA/Pipeline Engineer is going to have to deal on a daily basis when designing pipelines.
1. Pipeline Length & Diameter - When dealing with pipelines, it's not the same as dealing with a pipe. Pipes and Pipelines don't exactly fit the analogy 'I have 2 sons & both are boys'. The pipeline length & diameter is a very basic parameter that determines not only the wall thickness but also the tonnage of metal to be acquired for the pressures and temperatures that the pipeline will experience. Pipeline sizes can vary as much as from 2" to 60+". For upstream application where pipelines are laid from the wellhead to a common trunk line, the sizes typically vary between 2" to 12" and for trunk lines that are fed to the processing equipment, the sizes are higher.
2. Pipeline Elevation & Roughness - The earth is not flat. It's profile has its crests and troughs and hence pipelines have their up & down elevations as they are laid on the plane of the earth. Elevations matter a lot to determine pressure drops in multiphase flow as well as where liquids will accumulate (i.e., at the low points of the pipeline). For single phase flow, (i.e. a pump to transport liquids & gas compressors to transport gases), the pump/compressor power depends on the elevation. When designing an Industrial gas/liquid pipeline (e.g. Carbon steel), the pipeline roughness matters. Say you use a roughness value between 28 or 30 microns roughness, this represents the 'Average roughness value' & does not mean the roughness is uniform throughout. Some parts of the pipe could have more roughness & some less.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
For example, if you have to determine the pump power required for a cross country liquid pipeline based on the pressure drop & elevation changes, add a margin of 10-20% (or a % based on the project design standard followed) on the pressure drop in the early stages of the project, to account for these variations (and avoid realizing late that your pump is not going to deliver the required throughput). The other aspect is pipelines are designed to carry about 10-15% more than during normal flow. Hence in such cases, also include the flow margin chosen to determine pump design capacity.

3. Material of Construction (MOC) - This is perhaps the deciding factor to know whether your pipeline will survive the elements of nature, the corrosive effects of hydrogen sulphide (H2S) from hydrocarbon wells and particulate matter including sand that escapes the sand traps. The MOC comes in all types such as Fibre plastic, Carbon Steel, Stainless Steel & also Duplex Steel. But this really depends on the factors mentioned above in addition to the cost and maintenance methods employed. To protect the outer layer of a buried pipeline, High Density Polyethylene (HDPE) is often used to insulate the pipeline from water seeping in to create a situation for corrosion. For metallic pipelines, the HDPE layer is supplemented with cathodic protection to prevent rusting.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.

4. Cathodic Protection - A pipeline, whether buried underground or laid above ground is always exposed to water, either with the water in the soil or the atmosphere. Pipelines that are made of metal such as carbon steel are susceptible to corrosion which appears as the scaly brown goop called 'Rust'. In the presence of water that forms local electro-chemical cells on the pipeline outer surface, oxidation occurs (pipeline surface starts to leak electrons). To prevent any further oxidation of the iron content, a current is impressed via a piece of metal that is more reactive than iron. Basically, instead of the iron content in the pipeline degrading, a more reactive metal such as zinc (Zn) or magnesium (Mg) is sacrificed to corrode. Since the 1980's, Mixed Metal Oxides (MMOs) were used that ensure a lower loss of the sacrificial material and also to achieve a higher per square feet of electron concentration pumped to the pipeline. Noble metals such as Gold or Platinum can be used, but it depends on how corrosive the operating environment is to justify the cost. Of course, noble metals provide longer life with little degradation, but if you are a client who is so rich that you often forgot & left your daily pocket change of 10 million dollars in your trousers in the washing machine, you can use Gold or Platinum also.

Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
5. Pipeline Internal Coatings & Solvents - Fluids flowing through a pipeline cause skin friction when interacting with the pipeline walls & are sometimes coated with a layer of Fusion Bonded Epoxy (FBE) on the inside to reduce friction. This reduces the pressure required to pump your fluids to the end user. In addition to using FBE's, solvents/additives called Drag Reducing Polymers are also sometimes added that reduce turbulence and allows more fluid to be pumped through the pipeline for the same pressure drops. Drag reducing agents are mainly of 4 types - Polymers, Solid Particle Suspensions, Biological additives and Surfactants. Turbulence though is useful to dissipate heat from the fluids to the pipeline walls but are problematic when the pumped energy is dissipated through the fluid layers interacting with the walls. Hence the basic mechanism of drag reducing additives is to reduce the contact of the oil with the wall.

Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
6. Environmental Conditions - When pipelines carry well fluids, they are bound to exchange heat with the surroundings To understand what kinds of temperatures the pipeline & the carried fluids are travelling at, parameters such as pipeline's thermal conductivity, mass heat capacity, density, fluid's composition, density and viscosity are the preliminary parameters to start with. For above ground pipelines, the wind velocities play a crucial role in affecting the heat transfer between the pipeline and its surroundings. For buried pipelines, it is necessary to acquire yearly ambient temperatures which affects soil temperatures and subsequently the heat transfer coefficients of the pipeline.
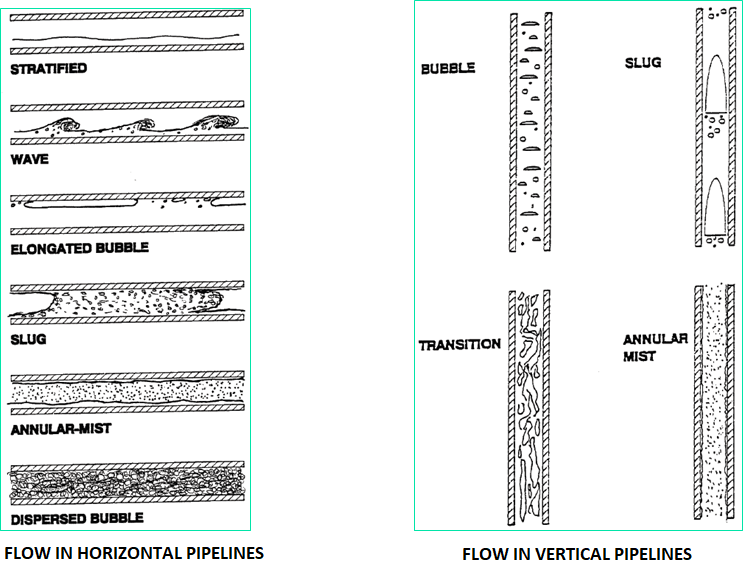
7. Flow Regime - From the outside of a pipeline, it is impossible to say how the well fluids are behaving inside the pipeline especially when you have a mixture of gas,oil & water transported together. Below is a visual representation of the different types of flows that a pipeline can experience. Each type of flow is applicable for a different situation and there are advantages and disadvantages depending on the application.
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
In the oil & gas industry, for multi phase flow, a stratified flow regime is often preferred while the slug flow regime is considered to be a pain the neck. This is because slug flow produces a hammering effect at the bends and turns of the pipeline and also the vessel into which this fluid is received. Annular mist and dispersed bubble flows are experienced when there is more gas being transported with smaller quantities liquids/condensates.
8. Waxes, Hydrates & Asphaltenes - Hydrates are formed when there is sufficient water to trap hydrocarbon gas molecules in a multi-phase pipeline at certain pressures and temperatures & appear like an agglomerated solid column of ice.
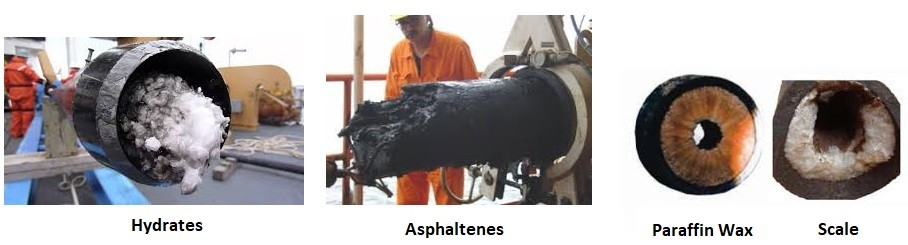
Waxes are more prone to form in extremely cold weather conditions especially when a pipeline is shutdown. It is for this reason, pipelines are provided with insulation & constant electrical heating or even steam if the pipelines are only a few kilometres long (and if the client has a tonne of money to spare). Nevertheless, heating methods are also supplemented with solvents such as Methanol (MeOH), Di-ethylene Glycol (DEG) or Tri-ethylene Glycol (TEG) which are also known as Thermodynamic inhibitors (TI). TEG is by far less toxic & less volatile than Methanol and can be recovered during processing of the well fluids in a Gas-Oil Separation Unit (GOSP). In harsher waters such as deep sea, it becomes impractical to pump high dosages (~30% to ~60% by volume) of thermodynamic inhibitors and hence an alternate type called Kinetic Inhibitors (KI) are injected. These can be in the range of ~0.5% to ~2% vol and reduce the rate of hydrate formation at a nucleus level of the hydrates. Irrespective of the type of inhibitors used, such solvents require a hold-up time that can range from a few hours to even weeks.
References: [1], [2], [3], [4], [5], [6], [7], [8]
Click Here to Join the Over 3200 Students Taking our Highly Rated Courses on Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
About the Author
Vijay Sarathy holds a Master’s Degree in Chemical Engineering from Birla Institute of Technology & Science (BITS), Pilani, India and is a Chartered Engineer from the Institution of Chemical Engineers, UK. His expertise over 16 years of professional experience covers Front End Engineering, Process Dynamic Simulation and Subsea/Onshore pipeline flow assurance in the Oil and Gas industry. Vijay has worked as an Upstream Process Engineer with major conglomerates of General Electric, ENI Saipem and Shell.
